
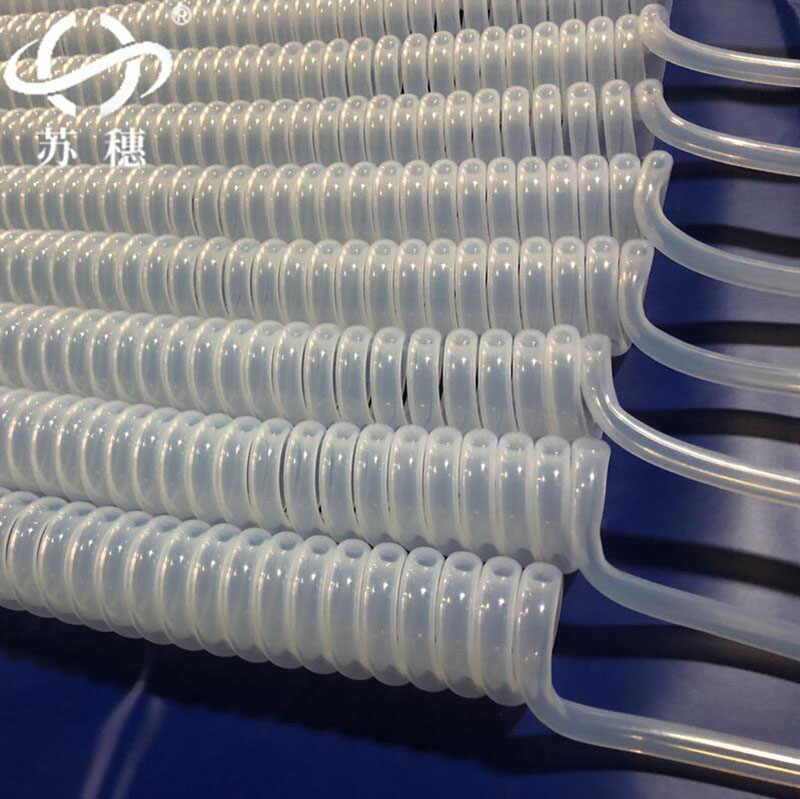

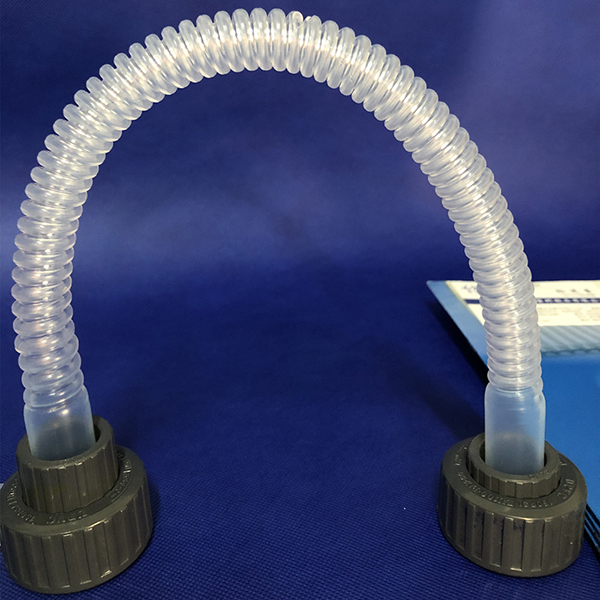


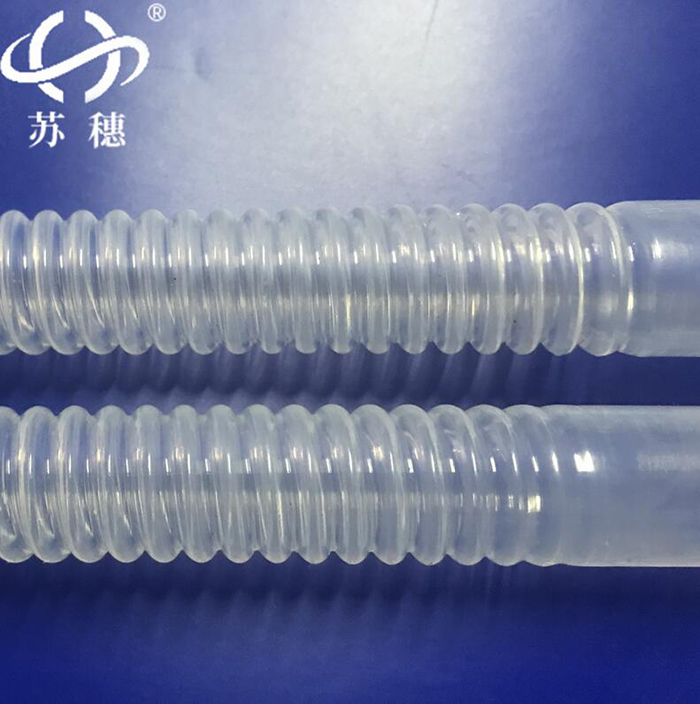
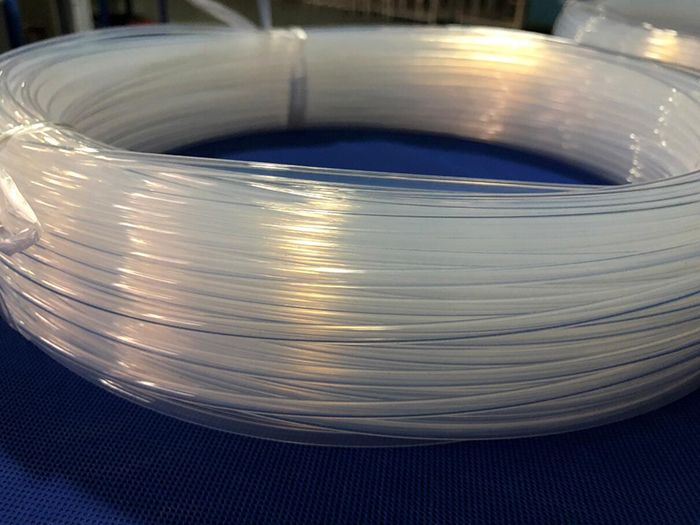

为了优化PFA波纹管的吹胀工艺,我们可以从工艺参数、操作流程、质量控制以及设备维护等多个方面进行综合考虑。吹胀温度应严格控制在PFA材料的玻璃化温度与熔融温度之间,通常吹胀温度为130℃-190℃。过低的温度需要更高的气压来完成吹胀,但过高的气压可能导致管材破裂。而温度高于190℃时,PFA的抗拉强度和伸长率会降低,同样易于破裂。通过试验和实践确定吹胀温度范围,并确保在实际操作中严格控制温度波动。在适宜的吹胀温度下,气压的大小直接影响管材的吹胀率和成品质量。气压的选择应综合考虑基管的直径、壁享以及所需的吹胀率。针对不同规格和壁厚的PFA波纹管,进行多次试验以确定气压范围,并在生产中严格控制气压波动。吹胀速度过快可能导致管材内壁不光滑或产生皱纹,而吹胀速度过慢则可能影响生产效率。通过调整吹胀速度,找到既能保证产品质量又能提高生产效率的速度点。

您好,欢迎光临无锡市苏穗氟塑料制品有限公司!
![]()
![]()


