
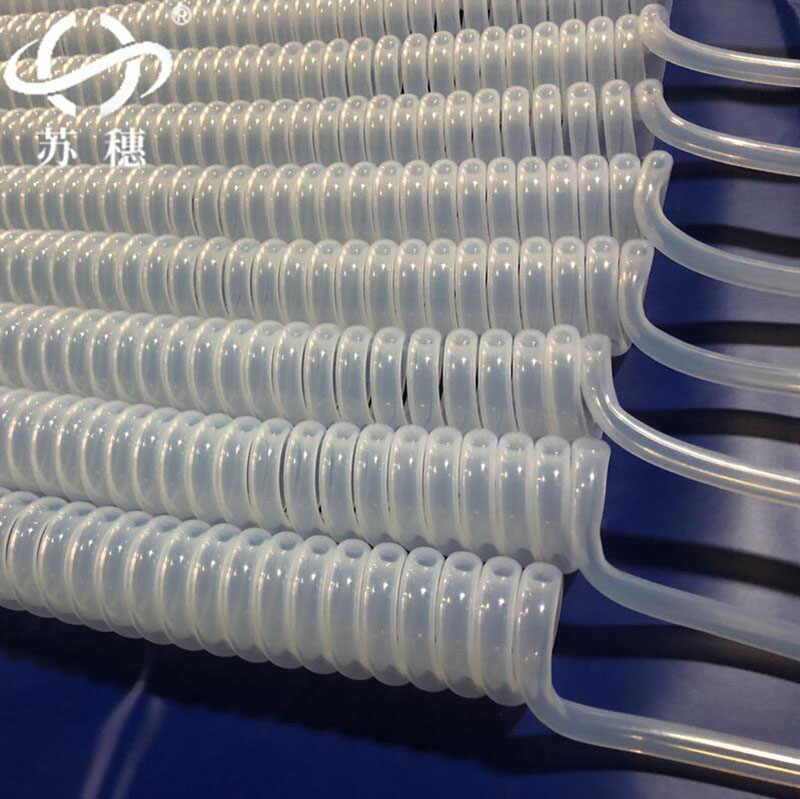

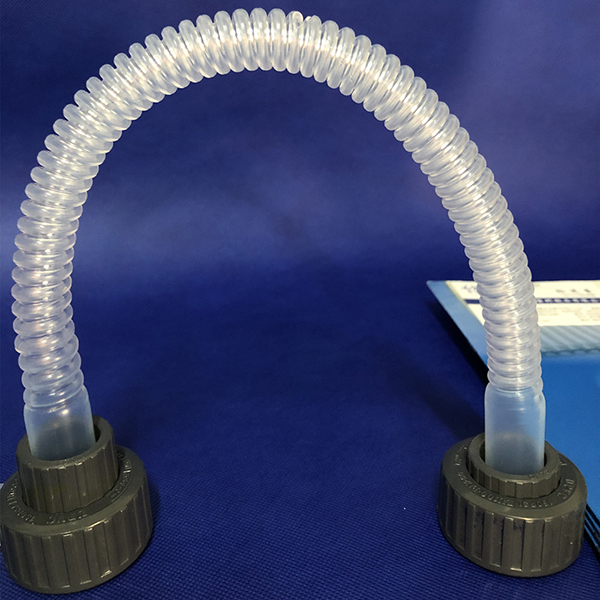


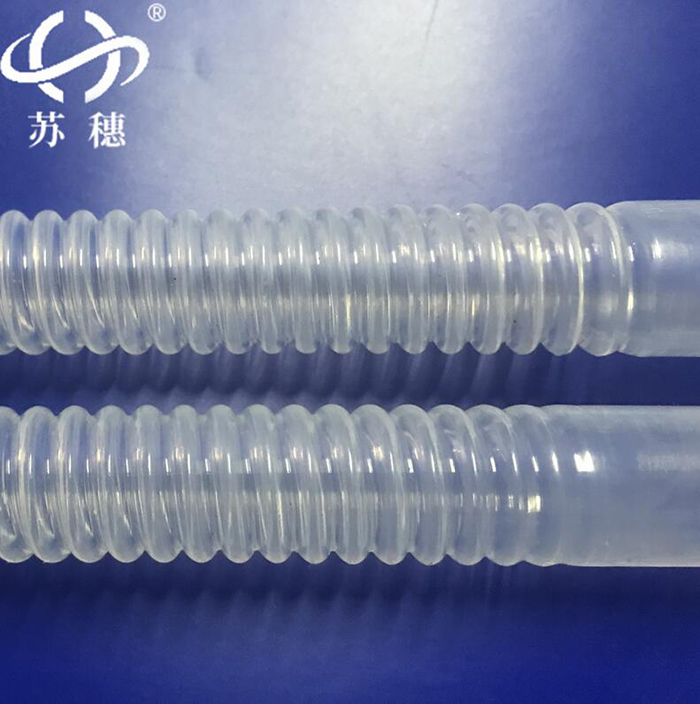
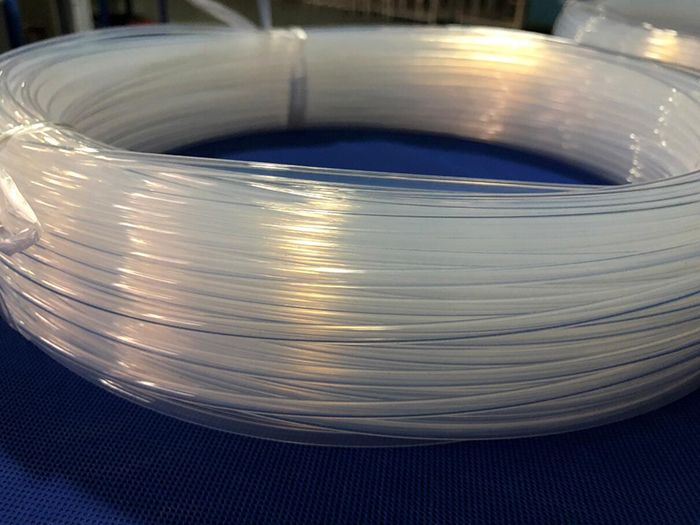

FEP盘旋管也称为FEP弹簧伸缩管或FEP螺旋钢管。FEP盘旋管的成型温度通常在350-400度之间,不能过475度。过475度可能会导致材料变色或产生气泡,并增加脱模的难度。模具应预热至150-200度,以确保材料在模具中能够均匀流动和固化。FEP材料流动性较差,且在高温下易分解,分解时会产生腐蚀气体。因此,在成型过程中需要严格控制成型条件,以避免材料分解。FEP盘旋管的成型工艺包括基管的制备和吹塑成型。在制备基管时,需要控制螺杆转速和挤出量,以获得所需的基管尺寸和性能。吹塑成型时,需要控制吹气温度和压力,以及牵引速度,以获得所需的管道形状和尺寸。在FEP盘旋管的成型过程中,可能会出现管道破裂等问题。这通常是由于吹炼温度过高、模具温度分布不均匀、连续吹制导致基管过度膨胀或间歇吹气压力超过基管横向强度等原因引起的。因此,在成型过程中需要密切监控和调整工艺参数,以避免这些问题的发生。
请注意,FEP盘旋管的成型工艺可能因设备和生产要求的不同而有所差异。在实际生产过程中,可能需要根据具体情况进行相应的调整和优化。

您好,欢迎光临无锡市苏穗氟塑料制品有限公司!
![]()
![]()


