
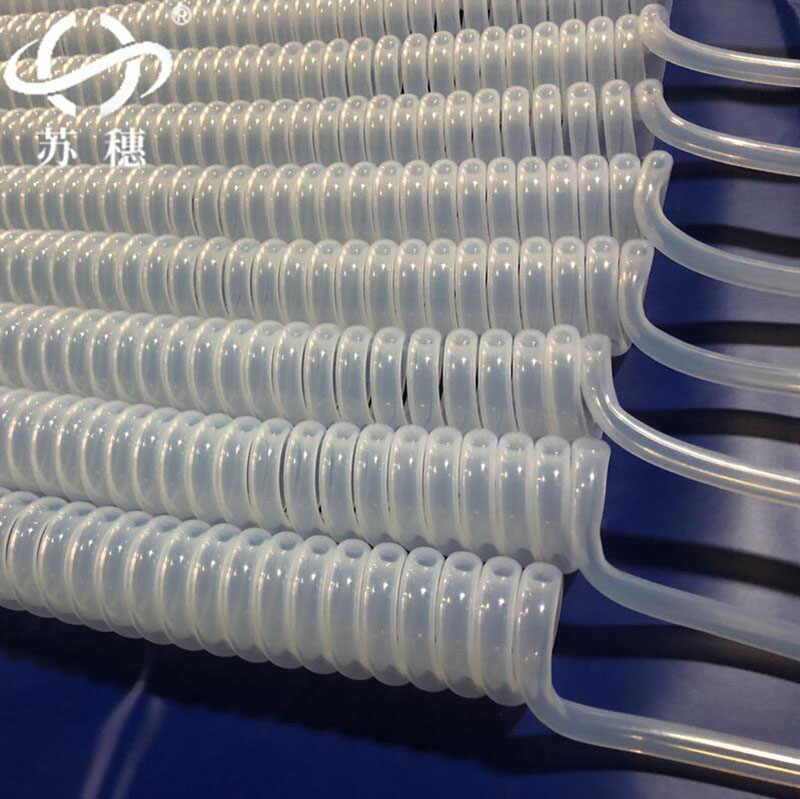




为了避免FEP盘旋管的破裂风险,FEP热缩管的吹制温度应在FEP材料的玻璃化温度和熔融温度之间,一般为130℃至190℃。如果温度低于130℃,则需要较高的压力,但过高的压力可能导致管子破裂。若温度高于190℃,管材的拉伸强度和伸长率会下降,同样容易引起破裂。根据产品要求选择合适的吹制工艺。例如,对于要求连续长度、外观要求不高、不要求圆整齐度的产品,可以选择连续吹制工艺。在挤出过程中,为了提高吹塑速度,需要控制较低的挤出速率,并采用较小的拉伸比来提高管材的横向强度。确保吹塑模具的温度分布均匀,避免局部过热或过冷导致的破裂风险。在吹塑过程中,要控制适当的吹气压力,避免压力过大导致管材破裂。在装机头时,注意保持基管与吹塑模具的平行度,避免在加热过程中基管局部过热而在压力下破裂。在生产过程中,进行定期的质量检测,及时发现并处理潜在的破裂风险。在储存和运输过程中,避免管材受到尖锐物体或腐蚀性物质的损伤。
综上所述,通过控制吹制温度、选择合适的工艺、优化挤出条件、注意模具温度分布、控制吹气压力、保持模具与管材的平行度以及进行质量检测等措施,可以避免FEP盘旋管的破裂风险。同时,在储存和运输过程中也需要注意保护管材,避免其受到损伤。

您好,欢迎光临无锡市苏穗氟塑料制品有限公司!
![]()
![]()


