


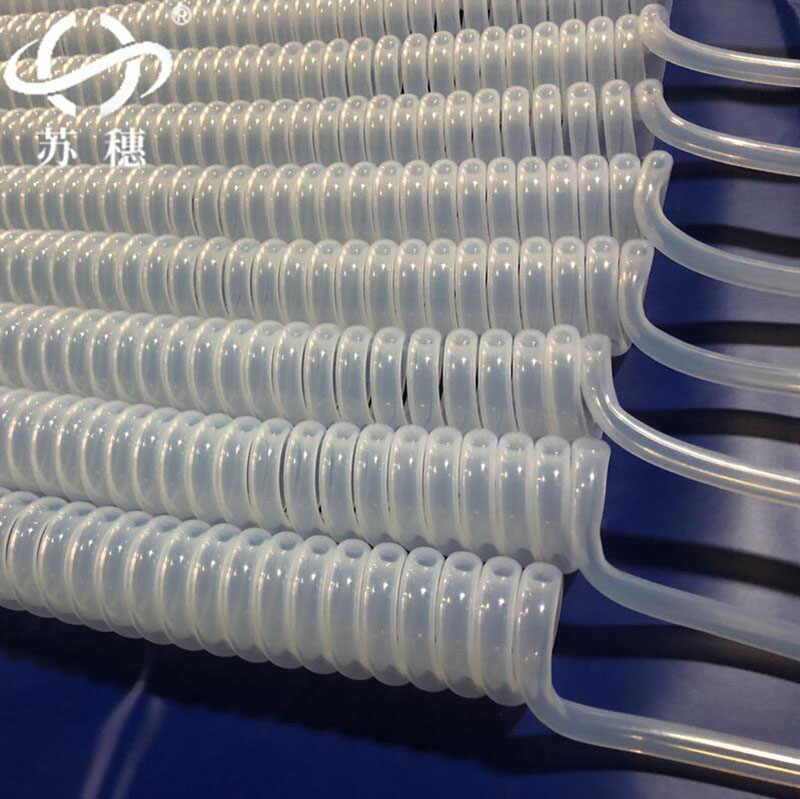




耐腐蚀金属软管作为连接系统中的关键组件,其安装质量直接影响管路系统的密封性和使用寿命。规范的安装流程应严格遵循以下技术要求:
先核对软管型号与设计要求的匹配度,检查法兰密封面应无划痕、腐蚀缺陷。测量管路接口间距,确保软管自然状态下长度比安装间距长3%-5%。对于输送腐蚀性介质的软管,需确认内衬材料的完整性,使用内窥镜检查。
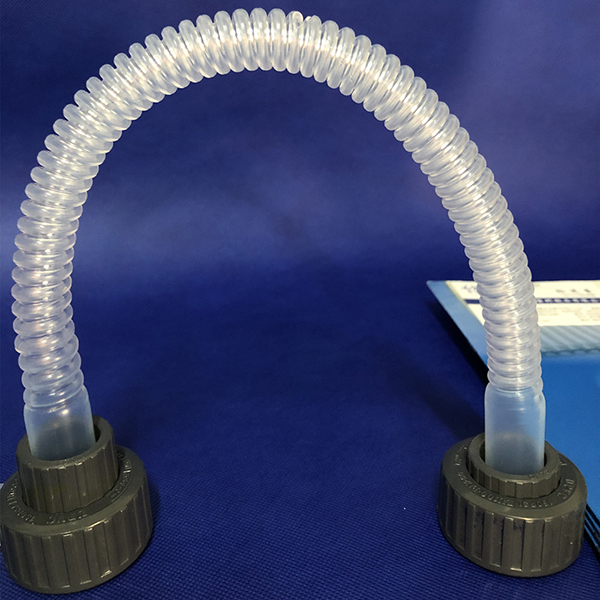
采用法兰连接时,按对角线顺序分三次紧固螺栓,扭矩值参照标准:M12螺栓控制在45-55N·m,M16螺栓为100-120N·m。使用卡套连接时,需控制预紧圈数——通常先手动旋入3圈,再用扳手旋转1.25圈形成密封。禁止为对齐接口而强行扭曲软管本体。
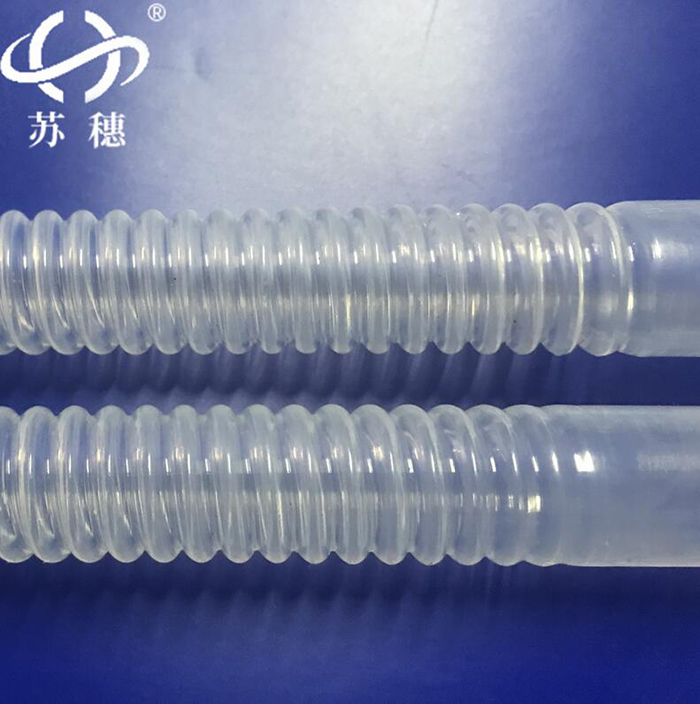
保持小弯曲半径不小于软管外径的8倍,在转弯处设置支架。直线段安装时预留10%-15%的伸缩余量,避免温度变化引起应力集中。与设备连接处应设置减振支架,确保软管不承受额外载荷。
安装完成后进行压力试验,先以设计压力的50%保压10分钟,无泄漏后升至工作压力检测30分钟。对于真空管路,需进行氦质谱检漏测试。检查软管挠度,确保在温度变化时能自由补偿位移。
规范的安装操作可充分发挥耐腐蚀金属软管的柔性连接特性,为化工、制药等行业的管路系统提供可靠保障。

